充放電循環試驗用層壓樣品質量改進實例
這是一家海外電池制造商的咨詢,該制造商已經開發了自己的新電池并宣布了量產計劃。問題在于
充放電測試的疊層電池樣品質量不高。
在完成紐扣電池的基本性能評估后,我們在以更接近產品的電池尺寸進行充電/放電循環測試的階段收到了咨詢。疊層電池用的極板是用
所謂的湯姆遜式沖孔的,因為它“便宜又容易",但無法消除集電箔上的毛刺和活性材料的剝落。我遇到了麻煩。
鋼切模的優點是可以彎曲湯姆遜刀片(刀片像帶狀剃須刀),自由地制作出您想要獲得的沖孔刀片。由于使用方便、價格低廉,是疊層電池電極板等大形狀產品加工中常用的工具。
Thomson 型適合成本和速度方面,例如,當您想要制作各種尺寸的原型以確定將來要創建的樣品形狀時。然而,當您想要穩定地獲得滿足一定質量水平或更高水平的樣品時,不適合通過原型電池獲得準確的性能數據。
湯姆遜式沖孔是一種將彎曲成您想要沖孔形狀的條形刀片從材料頂部壓到下板以將其切斷的方法。
實際上,當刀片的整個圓周被制成*相同的高度時,或者當刀片壓在下板上時,很難將整個圓周均勻地研磨并且具有均勻的壓力,因此在材料下面有一個緩沖墊。它將通過放置一張紙等來打孔。
另外,刀片的厚度不能減為零,湯姆遜刀片必須有一定的厚度,才能有一定的強度,可以作為模具多次使用。
為了將湯姆遜刀片加工到下死點并切割成您要取的產品形狀,需要對刀片的前端進行磨尖(上面提到的緩沖片保護刀片的前端)。如果)。
因此,湯姆遜刀片的橫截面呈“V"形(可以做得更接近“re"形,但由于強度有限制)。
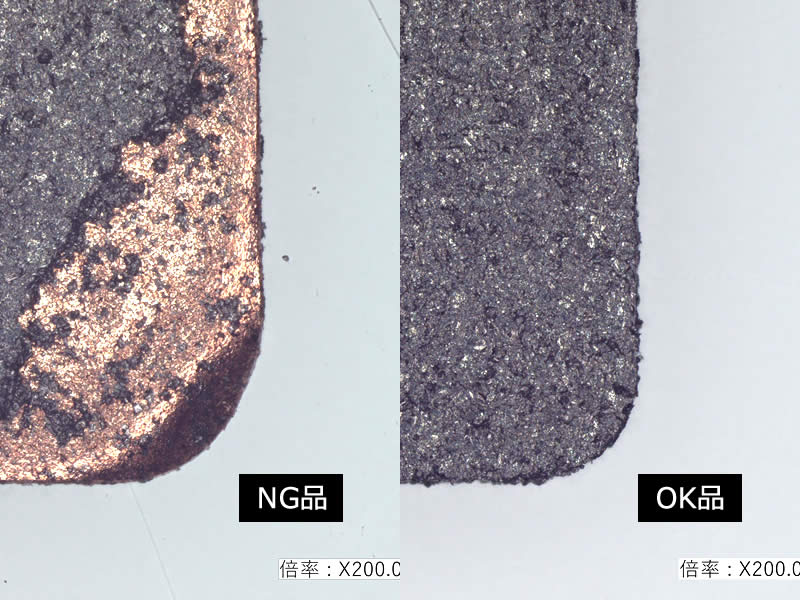
用湯姆遜式沖孔時,產品外周緣處的活性物質,特別是與“V"形刀片的斜面接觸時向下拖動的部分,會塌陷。
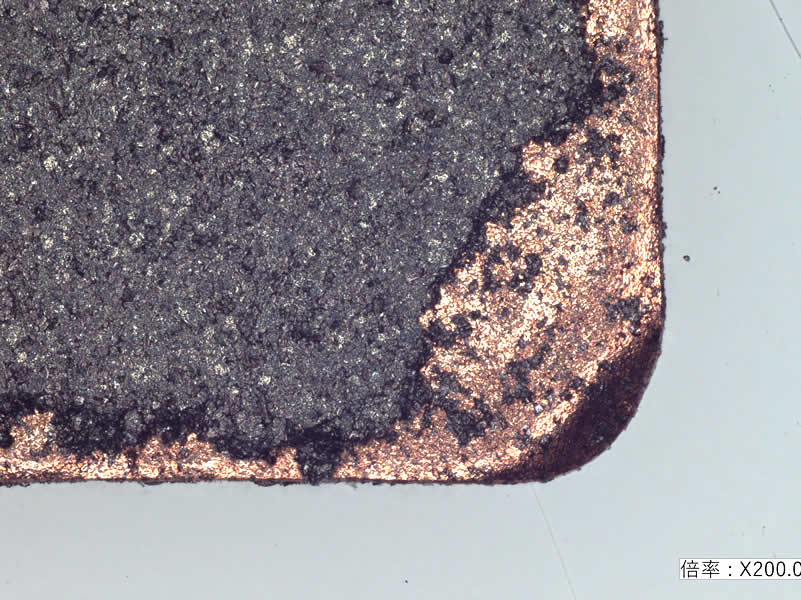
同時,隨著湯姆遜刀片下降到緩沖片層,基材也被沿沖壓方向向下推(向下)。湯姆遜式是將刀片降低到下死點,將材料切成碎片。
因此,在端面的基材(金屬薄片)上會向下產生毛刺,特別是在方形產品的角部,活性物質與基材層之間容易發生剝離。
客戶很清楚湯姆森模具加工所能達到的質量是有限度的。
需要高精度沖壓模具作為可靠滿足高質量標準的主要工具(活性材料無開裂、塌陷或滑動,集流體箔的毛刺高度低于允許值)。我咨詢過.
此外,由于客戶電池開發團隊對開發進度的要求,我們計劃增加充放電循環測試的頻率,并大幅增加待生產的樣品數量。
在“滿足質量要求至關重要"的同時,還必須滿足樣品生產-測量/評估過程的工作效率和加速要求。
